Denne At-vejledning oplyser om krav til svejseprocesser med beskyttelsesgas, elektrodesvejsning mv. samt skæring.
Ud fra arbejdsmiljølovgivningens bestemmelser om arbejdets udførelse stilles efter Arbejdstilsynets praksis følgende krav:
Sundhedsfare
Svejse- og skærerøg indeholder irritative gasser og en række tungmetaller, der tilsammen kan give kronisk bronkitis, astma og kræft i luftvejene, hvis forureningen ikke fjernes effektivt. Der kan opstå særlig sundhedsfarlig luftforurening, hvis elektroder, grundmateriale eller belægning på grundmateriale indeholder fx zink, kobber, bly, cadmium eller chrom. Særlig sundhedsfare kan også opstå, hvis der anvendes flus- og bejsemidler og CO2-spray. Det kan i så fald være nødvendigt med særlige beskyttelsesforanstaltninger, fx kraftigere ventilation, eventuelt kombineret med brug af åndedrætsværn. Forekommer der beryllium, skal der, foruden at der skal være lokaludsugning, benyttes luftforsynet åndedrætsværn. Åndedrætsværn kan også være påkrævet for personer i nærheden.
Huden på underarme og hænder skal beskyttes mod ultraviolet lys og gnister. Ved kontakt med gnister kan nylonbeklædning o.l. smelte på huden.
Man skal undlade at stirre på den glødende svejsesøm uden brug af visir. Der kan derved opstå varige skader med tab af synsevne som følge af forbrændinger i øjets nethinde forårsaget af den infrarøde stråling fra gløden.
Ved svejseøjne viser symptomerne sig 4-8 timer efter lyspåvirkningen - altså efter fyraften - og består i lysoverfølsomhed, rindende, rødsprængte øjne, hævede øjenlåg og kraftige smerter.
Smerterne kan lindres med Cinkain (zinkokain) øjensalve, som siden den 1. april 2005
har været receptpligtig medicin. Man skal derfor henvende sig til en læge ved behov
for behandling af svejseøjne.
Foranstaltninger mod sundhedsfare
Ventilation
Svejse- og skærepladsen skal være velventileret. Den samlede luftforurening - såvel på arbejdspladsen som på andre arbejdspladser i nærheden - skal være så lav som muligt. Koncentrationen af forurenende stoffer i indåndingsluften skal holdes så lav som muligt.
Dette kan ske ved procesudsugning:
- enten som punktudsugning med flytbare sugehoveder, så røgen fjernes, så tæt på udviklingsstedet som muligt, se figur 1.
- eller som lokaludsugning ved at benytte svejseskab eller svejsebord med udsugning, normalt suppleret med mekanisk ventilation i lokalet på grund af undvegen røg, der ikke fjernes effektivt af procesudsugning.
Figur 1 - Eksempel på punktudsugning.
Til erstatning for den udsugede luft skal der tilføres frisk erstatningsluft. Da erstatningsluften skal have passende temperatur og tilføres, uden at det medfører træk, vil erstatningsluften normalt skulle tilføres mekanisk.
Ventilationsanlægget skal være forsynet med kontrolanordning, der angiver utilstrækkelig funktion med tydeligt signal, visuelt (fx rødt rotorblink) og/eller akustisk (fx sirene).
Lokaludsugningen kan i visse tilfælde suppleres med en styret luftstrøm, der uden at belaste andre fører røgen væk fra personen hen til udsugningen. Se figur 2.
Figur 2 - Eksempel på lokaludsugning med styret luftstrøm.
Procesudsugning ved lavtryk, hvor der udsuges store luftmængder i størrelsesordenen 1.000 m3/h, kan i de fleste tilfælde under normal brug effektivt fjerne al forurening fra svejseprocessen. Sugehovedet placeres skråt over arbejdsstedet, hvorved den termiske effekt udnyttes. Fordelen ved lavtryksudsugning er, at forureningen indfanges fra et stort arbejdsfelt.
Ved procesudsugning ved højtryk, hvor der udsuges mindre luftmængder i størrelsesordenen 150 m3/h, er sugefeltet lille og effektiviteten af udsugningen helt afhængig af, om sugehovedet flyttes med arbejdsprocessen.
Hvis luftforureningen ikke kan fjernes effektivt ved arbejdsstedet, skal arbejdet henlægges til et særligt lokale e.l., hvor der ikke udføres andet arbejde, og som er udstyret med tilstrækkelig mekanisk ventilation. Arbejdspladsen skal afgrænses med gardiner, skærm e.l. for at undgå sidemandspåvirkning af forureninger som stråling, røg, gasser og støj. Der skal være truffet foranstaltninger mod dårlig akustik.
Skær fortrinsvis emner på skærebord med effektiv udsugning, lufthastighed på skærestedet ca. 1-2 m/s for flammeskæring.
I områder, hvor det ikke er muligt at installere centrale procesudsugningsanlæg eller anvende transportable procesudsugninger, skal der anvendes egnet åndedrætsværn. Egnet åndedrætsværn skal også anvendes, hvis de anvendte procesudsugninger ikke effektivt fjerner forureningen, fx også inde i en konstruktion. Afkast fra transportable udsugningsanlæg skal føres til det fri og på en måde, så det ikke er til gene for andre. Dette gælder også ved arbejde i udgravninger, brønde, beholdere, kedler m.m., hvor der desuden skal være sikret mod lavt iltindhold i luften.
Recirkulering af procesluft er ikke tilladt. Den udsugede procesluft skal ledes til det fri og må ikke føres tilbage til arbejdslokalet. Om afkast til det fri henvises der til regler i miljølovgivningen.
Personlige værnemidler
Personlige værnemidler skal være CE-mærkede.
Der skal anvendes beskyttelseshandsker med manchetter og øjenværn (hjelm med visir, ansigtsskærm eller briller). Glasset skal have den rigtige tæthedsgrad.
| Tæthedsgrader1) til anvendelse ved gassvejsning og gaslodning |
| Opgave |
q = acetylenforbrug, liter/time |
| |
q ≤ 70 |
70 < q ≤ 200 |
200 < q ≤ 800 |
q > 800 |
Svejsning og svejselodning
af tunge metaller2) |
4
|
5
|
6
|
7
|
Svejsning med emitterende
flusmidler (især letmetaller) |
4a
|
5a
|
6a
|
7a
|
|
1) Alt efter arbejdsbetingelserne kan nærmeste større eller mindre tæthedsgrad anvendes
2) Udtrykket "tunge metaller" dækker stål, legeret stål, kobber, kobberlegeringer, osv.
|
| Tæthedsgrader1) til anvendelse ved oxygenskæring |
| Opgave |
q = oxygenforbrug, liter/time |
| 900 ≤ q ≤ 2000 |
2000 < q ≤ 4000 |
4000 < q ≤ 8000 |
|
Oxygenskæring
|
5
|
6
|
7
|
| 1) Alt efter arbejdsbetingelserne kan nærmeste større eller mindre tæthedsgrad anvendes |
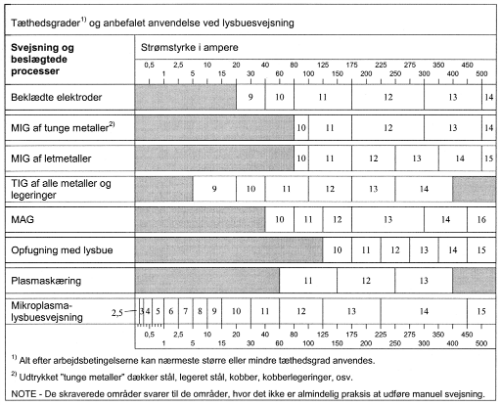
Figur 3 - Tabel over tæthedsgrader og anbefalet anvendelse ved lysbuesvejsning.
Andre personlige værnemidler kan også være påkrævet, fx åndedrætsværn, høreværn, forklæde, gamacher, svejseærmer, og ved elektrodesvejsning fodtøj med el-isolerende såler.
Egnet åndedrætsværn skal anvendes, hvis effektiv procesudsugning ikke er mulig eller tilstrækkelig. Som udgangspunkt er egnet åndedrætsværn luftforsynet visir med overtryk, men valg af åndedrætsværn kan afhænge af svejse- og skæremetode, sidemandseffekt mv.
Fx kan egnet åndedrætsværn ved TIG-svejsning i rustfrit stål være filtrerende åndedrætsværn med egnet filter mod ozon, såfremt der ikke forekommer andre forureninger. Dette skyldes, at røgudviklingen normalt betragtes som minimal.
Der findes egnede filtre til filtrerende åndedrætsværn med blæser eller hjælpemotor. Vurderingen af filtres egnethed mod ozon foretages på baggrund af en prøvningsprocedure, der er accepteret af Arbejdstilsynet.
Ud over filtre mod ozon har Arbejdstilsynet ikke kendskab til dokumenteret egnede filtre mod røg fra metalbearbejdning.
Luftforsynet visir med overtryk skal altid anvendes i mindre lukkede rum, eller hvor der kan opstå mangel på ilt.
Kan der forekomme gnister og glødende metalpartikler, som fx ved flammeskæring, skal der anvendes ansigtsskærm, forklæde, gamacher, handsker og manchetter. Der skal ligeledes anvendes egnet arbejdstøj ved lys- og varme-påvirkning.
Ved skæring kan der ske en kraftig varmeudvikling, hvorfor det kan være nødvendigt at anvende varmeisoleret tøj.
Personlige værnemidler skal anvendes i overensstemmelse med fabrikantens brugsanvisning.
Der skal anvendes de egnede personlige værnemidler, som giver færrest mulige gener.
Personlige værnemidler skal holdes tørre og hele.
Ældre personlige værnemidler kan fortsat anvendes, hvis de er markedsført før 1. juli 1995 og opfylder de tidligere gældende regler. Læs også om åndedrætsværn og om trykluft til åndedrætsværn.
Åndedrætsværn og dets brug - AT-vejledning D.5.4
Trykluft til åndedrætsværn - AT-vejledning D.5.1
Fjernelse af overfladebelægninger
Overfladebelægninger, fx fedt eller maling, fjernes før svejsning og skæring. Der skal så vidt muligt anvendes mekanisk afrensning, alkalisk affedtning o.l. Kan anvendelse af organiske opløsningsmidler ikke undgås, må der ikke være rester til stede, når der svejses eller skæres, af hensyn til brandfare og udvikling af sundhedsskadelige stoffer.
Ergonomi
Svejsere og skærere er især udsatte for gener i nakke, skulder og ryg på grund af synskravene, de foroverbøjede og fastlåste arbejdsstillinger og brugen af visir, ansigtsskærme, briller mv.
Svejse- og skærearbejdet skal udføres med hensigtsmæssige arbejdsstillinger og -bevægelser. Arbejdshøjde, synsafstand og retning skal i videst muligt omfang tilpasses den ansatte, fx ved indstilleligt arbejdsbord/fixtur og mulighed for skråstilling.
I tilfælde af, at svejseemnet ikke kan placeres i en hensigtsmæssig arbejdshøjde, skal arbejdet tilrettelægges, så der er sikret bedst muligt underlag, med jævnlige afbrydelser i arbejdet, og de nødvendige, hensigtsmæssige værnemidler skal være til rådighed.
Ved længerevarende svejsearbejde skal der være mulighed for variation og/eller pauser i arbejdet.
Ved arbejde under snævre pladsforhold kan det være nødvendigt med arbejdstidsbegrænsning og/eller pauser i arbejdet.
Uddannelse
Svejsning og skæring i rustfrit stål samt slibning i tilknytning hertil må kun udføres af personer, der har gennemgået en særlig uddannelse godkendt af direktøren for Arbejdstilsynet. Det samme gælder for svejsning og skæring i metal, som indebærer udsættelse for røg samt slibning i tilknytning hertil.
Baggrunden for kravene er, at nikkel i rustfrit stål og røg fra metalbearbejdning anses for at være kræftfremkaldende.
Ved slibning i tilknytning hertil forstås slibning, der udføres efter forudgående svejsning og skæring. Andet slibearbejde kræver ikke særlig uddannelse.
For personer, der har gennemgået den særlige uddannelse for rustfrit stål, vil der ikke blive stillet krav om yderligere særlig uddannelse ved svejsning, skæring mv.
Der er ikke fastsat en bagatelgrænse for krav om uddannelse, da det kan være vanskeligt at fastsætte en nedre grænse for kræftfare.
Kravet om uddannelse gælder også for operatører af svejse- og skæremaskiner, hvor der kan ske en udsættelse for røg.
Særlige arbejdsforhold
El-svejseudstyr, der anvendes i omgivelser med forøget risiko for elektrisk chok (“særlige arbejdsforhold”), skal opfylde særlige krav efter stærkstrømsbekendtgørelsen.
Sådanne forhold forekommer fx
- i områder, hvor bevægelsesfriheden er begrænset, så operatøren er tvunget til at udføre svejsningen i en sammenkrøbet stilling (knælende, siddende, liggende) med fysisk kontakt til ledende dele
- i områder, som er helt eller delvis begrænset af ledende dele, og hvor der er stor risiko for, at operatøren får kontakt med disse dele, uundgåeligt eller ved uheld
- i våde, fugtige eller varme områder, hvor fugt eller sved medfører en betragtelig reduktion af det menneskelige legemes hudmodstand og af tilbehørets isolerende egenskaber ved al montage- og reparationssvejsning, bortset fra værkstedssvejsning.
Ved svejsning i rustfrit stål og ved røgudvikling fra metalbearbejdning stilles der særlige krav om afgrænsning og mærkning med passende advarsels- og sikkerhedsskilte, herunder med skilte om rygeforbud.
Foranstaltninger mod brandfare
Alt brændbart materiale i 10-15 meters afstand omkring svejse- og skærepladsen fjernes så vidt muligt. Vær særlig opmærksom på letantændelige materialer. Kan de brændbare materialer ikke fjernes, skal de eller svejsestedet tildækkes effektivt.
Ved svejse- og skærearbejde i støvfyldte områder skal man være opmærksom på risikoen for eksplosion. Der skal derfor sørges for rengøring i arbejdsområdet, før arbejdet påbegyndes.
Man skal også være opmærksom på brandfare i tilstødende lokaler.
Vagtmand med ildslukker kan være nødvendig.
Brændere må ikke lægges til side uden at være slukket.
Ved afslutning af arbejdet skal der lukkes ved alle udtagssteder eller ved hovedventil, og slangeforbindelser aflastes for tryk.
Særligt om elektrodesvejsning og svejsning med beskyttelsesgas
Svejsning med beskyttelsesgas omfatter:
- MIG-svejsning, der er svejsning med inaktiv beskyttelsesgas, fx argon
- MAG-svejsning, der er svejsning med CO2 eller blandgas som beskyttelsesgas
- TIG-svejsning, der er svejsning med wolframelektrode og beskyttelsesgas, fx argon.
Rørtrådssvejsning svarer til MAG-svejsning, men der anvendes en pulverfyldt rørtråd i stedet for en massiv tråd.
Ved TIG-svejsning i rustfrit stål anvendes normalt effektiv lavtryksudsugning. Hvis dette ikke er muligt, kan der anvendes egnet åndedrætsværn mod ozon, da røgudviklingen normalt betragtes som minimal. Højtryksudsugning er normalt unødvendig, da højtryksudsugningen ikke kan fjerne dannet ozon, og da højtryksudsugningen ingen nævneværdig betydning har i forhold til at fjerne forurening fra øvrige forurenende processer i lokalet.
Ved fx MIG/MAG-svejsning, hvor der ud over ozon også sker udvikling af andre luftforureninger, fx røg, der kan fjernes tæt ved forureningskilden, inden de når indåndingszonen og spredes ud i lokalet, anvendes effektiv lavtryksudsugning. Er dette ikke muligt, anvendes højtryksudsugning med samtidig brug af egnet åndedrætsværn. Ved elektrodesvejsning i rustfrit stål udvikles der ikke ozon, hvorfor en effektiv udsugning ved højtryk eller lavtryk normalt er tilstrækkeligt.
Thoriumelektroder kan normalt erstattes af CeO2-elektroder, der teknisk er bedre og har en længere levetid. Er dette ikke muligt, skal der træffes forholdsregler imod indånding af thoriumholdigt støv fra slibning af elektroder. Samtidig skal det sikres, at støvet ikke bæres ud af arbejdslokalet, da støvet afgiver stråling.
Hvis der anvendes beklædte elektroder, skal der vælges den elektrode, der er i laveste røgklasse blandt de elektroder, der opfylder de tekniske krav til svejsningen. Der er 7 røgklasser, hvor klasse 1 angiver den mindste og klasse 7 den kraftigste røgudvikling. Emballagen skal være mærket med elektrodens røg-klasse.
Svejsepladsen skal afgrænses (svejsegardiner, skærme), så bl.a. strålingspå-virkninger undgås.
Der bør kun bruges helisolerede elektrodeholdere.
Udskiftning af elektrode må kun ske med tør, isolerende handske.
Elektrode eller elektrodeholder må aldrig holdes under armen.
Kabler skal beskyttes mod overlast og unødigt slid. Svejseapparater må ikke flyttes, ved at man trækker i kablerne.
Kabler under spænding skal så vidt muligt ikke bæres over skulderen eller i anden nær kontakt med kroppen.
Jordklemmen (returkablet) fastgøres direkte på svejseemnet, så der er mindst mulig kontaktmodstand.
Fastgøres jordklemmen på stativ, rullebuk e.l. må det sikres, at der er effektiv elektrisk forbindelse fra svejseemnet.
Returstrømmen skal altid sikres en direkte vej tilbage til svejseapparatet. Når der svejses fra en ophængt arbejdsplads, hejsestilling o.l., skal det effektivt sikres, at returstrømmen ikke kan gå gennem de ståltove, arbejdspladsen hænger i.
Læs også
Arbejdstilsynets vejledninger
Åndedrætsværn og dets brug - AT-vejledning D.5.4
Trykluft til åndedrætsværn - AT-vejledning D.5.1
Maskinel plasmaskæring - AT-meddelelse 2.09.3
Manuel plasmaskæring - AT-meddelelse 2.09.4
Svejsning, skæring mv. i metal - AT-vejledning D.2.16
Maskiner og maskinanlæg - AT-vejledning B.1.3
Automatisk styrede maskinanlæg, inklusive industrirobotanlæg - AT-vejledning B.1.4